Investigation of Thermal Stability in Laser Beam Melting

This guest contribution on the Altair Blog is written by the Additive Works Team. Additive Works is a member of the Altair Partner Alliance.
More lasers. More power. Higher build rates and lower costs per part. This is the main expectation for the new generation of laser beam melting machines with more than two lasers or even kilowatt lasers. But what’s happening if you increase the energy per time transferred to the process by magnitudes? Basically, you can expect macroscopic overheating of parts during the process, leading to unwanted additional shrinkage, graded microstructure or phases and varying mechanical material properties. Although the part seems to be okay after the process, this can still lead to further issues in post-processing like cracking during heat-treatment or application. Depending on the material and the maximum temperature reached, you may see that overheating has taken place. But is this sufficient for industrial production?>

Figure 1: Significant overheating of the MS1 material. Photo provided by Exco Engineering, an Additive Works partner working with simulation to predict and avoid massive overheating.
By using thermal build simulation, it’s possible to investigate these influences and the resulting impact on the resulting part quality. Currently, thermal simulations have a strong focus on single parts e.g. to investigate whether support structures are sufficient to transport the heat to the baseplate. However, to calibrate such calculations the build rate for each part, depending on the global build job setup, must be known. By using Amphyon’s two-stage approach, in a first step build rates are calculated based on the process parameters like number of lasers, laser power, scan speed, efficiency, recoating time, etc. In a second step, the actual thermal finite element analysis can be run to predict absolute temperature values.
Let’s have a look at three job setups in different machines to underpin the apprehension that higher productivity comes along with critical overheating resulting in insufficient part quality.
1. One vs. four laser machines
The first setup is a large tube that’s closed at the bottom side attached to the base plate and manufactured from MS1. A single-laser and a 4-laser machine are assumed to produce the part (20cm x 20cm):
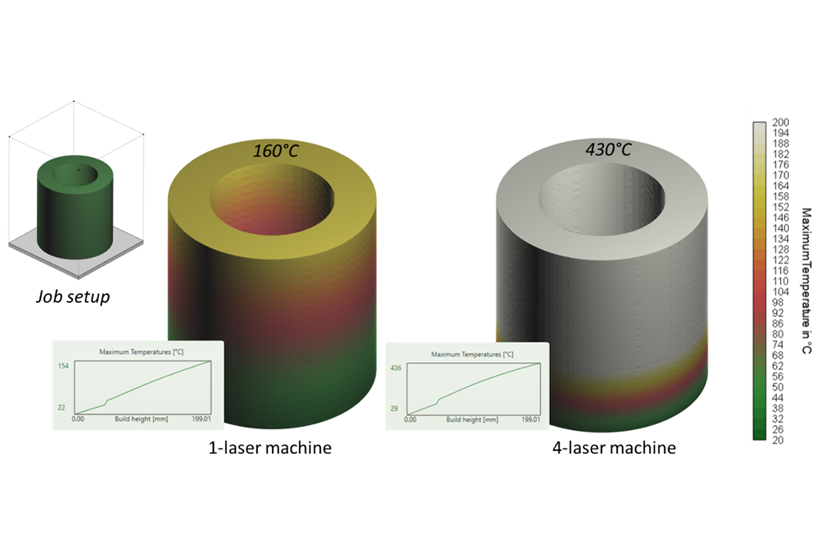
Figure 2: Example simulations for a big massive part geometry comparing the maximum temperature reached in a 1-laser and in a 4-laser machine. The maximum temperature rapidly increases for the 4-laser process.
Assuming that the material usually becomes martensite if it cools down to room temperature, the result shows impressively that increasing productivity by using systems with more lasers may lead to changes in phase distribution. Basically, the entire upper part is of another material, behaving different in post-processes final as well as in the final application.
2. Nested build job vs. single part
Another effect you can analyze by using this kind of simulation is related to the number of parts manufactured on one plate. Since part build rates highly depend on the cross-sections of layers, nested build jobs have lower temperatures than parts manufactured individually. If your production is on demand, you may get significant differences in the part quality, depending on the number and geometries of parts, that have been nested on the build plate. To demonstrate this, we compared a plate with 9 parts to a plate with only one part, manufactured on the same machine from stainless steel 316L with equal settings:
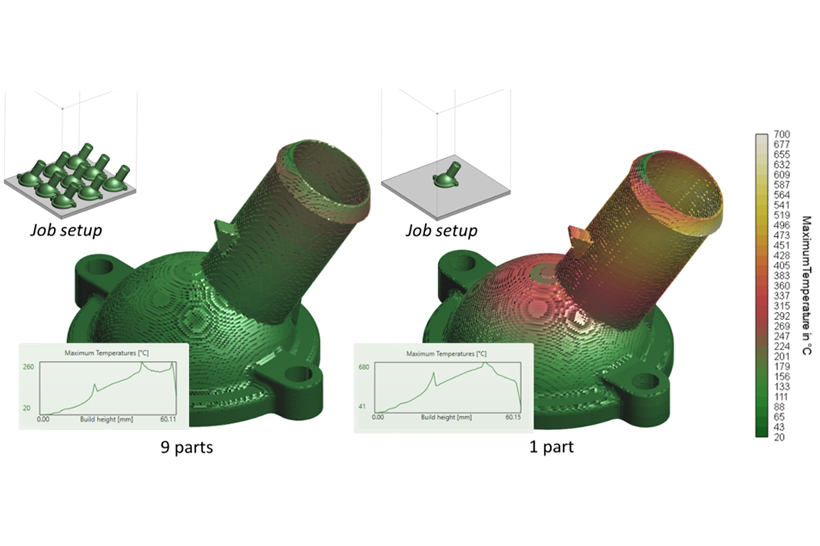
Figure 3: Example simulations of a nested build job and a single part. Differences in maximum temperature are remarkable.
This result demonstrates the high impact of the number of parts per build. Thus, a single part benchmark experiment is not representing the situation for a production environment. Resulting part quality cannot be transferred to other parts if they have not been manufactured with the same base plate setup. One consequence is that if you build different parts and setups each time, you can’t expect reproducibility. Since the temperature increase has significant influence on the process mechanics, welding distortion and shrinkage can also highly differ.
3. Different parts (with different height)
Experienced users know about this and other issues and manufacture tensile bars together with the part to ensure part quality by doing tensile testing of the built bars. Since tensile bars usually have a fixed length but the height of the part itself is normally not the same you run into another thermal situation for higher parts once all bars were finished. By investigating simulation results you can clearly see differences in maximum temperature, mainly induced by the much higher build rate of the upper region of the part. An example simulation with 8 tensile bars around one part has been conducted for the Ti64 material.
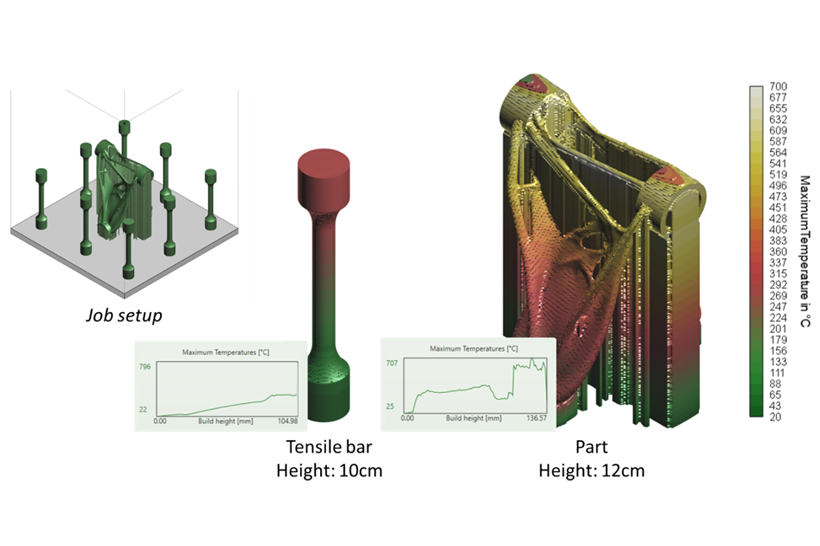
Figure 4: Example simulations of a part together with tensile bars for material characterization. While the tensile bar does never exceed temperatures of 300°C, the actual part is overheated to 600-700°C in the upper region.
Since the material properties result from the process itself and vary with the thermal situation, it’s obvious that the part might have different material properties than the tensile bars. Thus, the material characterization of the tensile bars cannot be reliably assumed for the part itself, although they were built within the same process. This results in a situation where it’s hard to conduct a reliable experimental characterization of the as-build part quality.
What does that mean for the users of laser beam melting technologies? Well, it’s crucial to run those kinds of simulations to gain understanding as well as arrange build jobs in way, where massive overheating is avoided and reproducibility is given again. Otherwise the nescience about temperature distribution and history may result in severe issues with reproducibility, dimensional accuracy as well as material properties.
Additive Works Amphyon 2019 offers the demonstrated build rate analysis, thermal simulation as well as approaches and recommendations to achieve stable temperature fields to go one step further on the way to a reliable and well-understood additive production.
Amphyon is available through the Altair Partner Alliance to HyperWorks customers. Learn more about the software