

Plate Forging Simulation Using AFDEX: A Sneak Peek
![]()
This guest contribution is written by Dr. ManSoo Joun, president and CEO of MFRC, the developers of the intelligent metal forming simulation software AFDEX which is available through the Altair Partner Alliance.
Plate or sheet forging technology has been become more popular because companies are aiming to meet the global requirements to save the environment. It has been known that plate forging itself is competitive for thin parts in terms of quality and cost,
compared to other manufacturing processes. In this article, typical examples of plate or sheet forging process simulation will be introduced with emphasis on their characteristics.
Plate or sheet forging processes can be characterized by complicated stroke controls of dies and/or tools, layered finite-element mesh generation, local mesh density control, piercing and/or trimming, flexible loading functions, large spring
back, and more.
Figure 1 shows an axi-symmetric sheet forging process in which the flexible loading functions are important. The lower middle die imposes force proportionally to its displacement while the upper right die bears some push-down force to control the quality
of thickness of the sheet-forged parts, which is defined by relative displacement between upper dies. It should be noted that this process can be optimized to maximize the thickness around necked regions. Trial-and-error based approach to engineering
of this kind of process needs much time and cost because of highly connected design parameters.
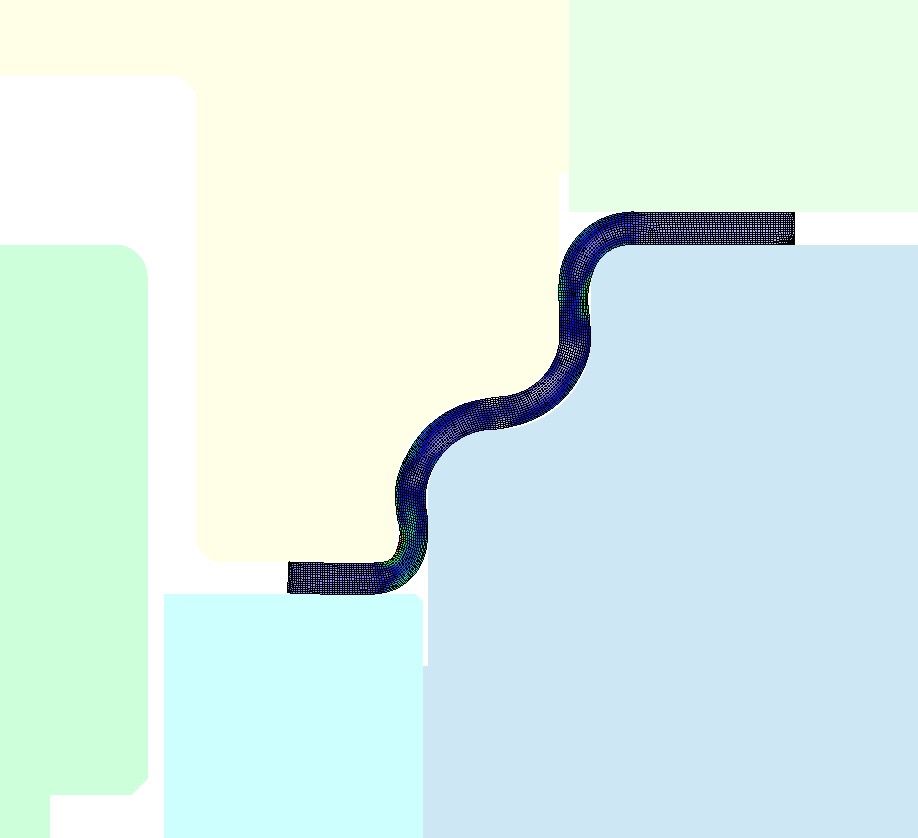
Fig. 1: Axi-symmetric sheet-forging
Fig. 2 shows a typical example of a 3D function. The characteristics of this process include force-imposing dies and tools, piercing process, and local mesh density control to get a better solution. In most cases of plate or sheet forging processes, load-applied
region does not experience any plastic deformation during being plastically formed. For this region, a coarser finite-mesh system is recommended, as can be seen in Fig. 2. When a user selected the plate/sheet forging as their process type, then the
program automatically supplies such near-optimal finite-element mesh system.
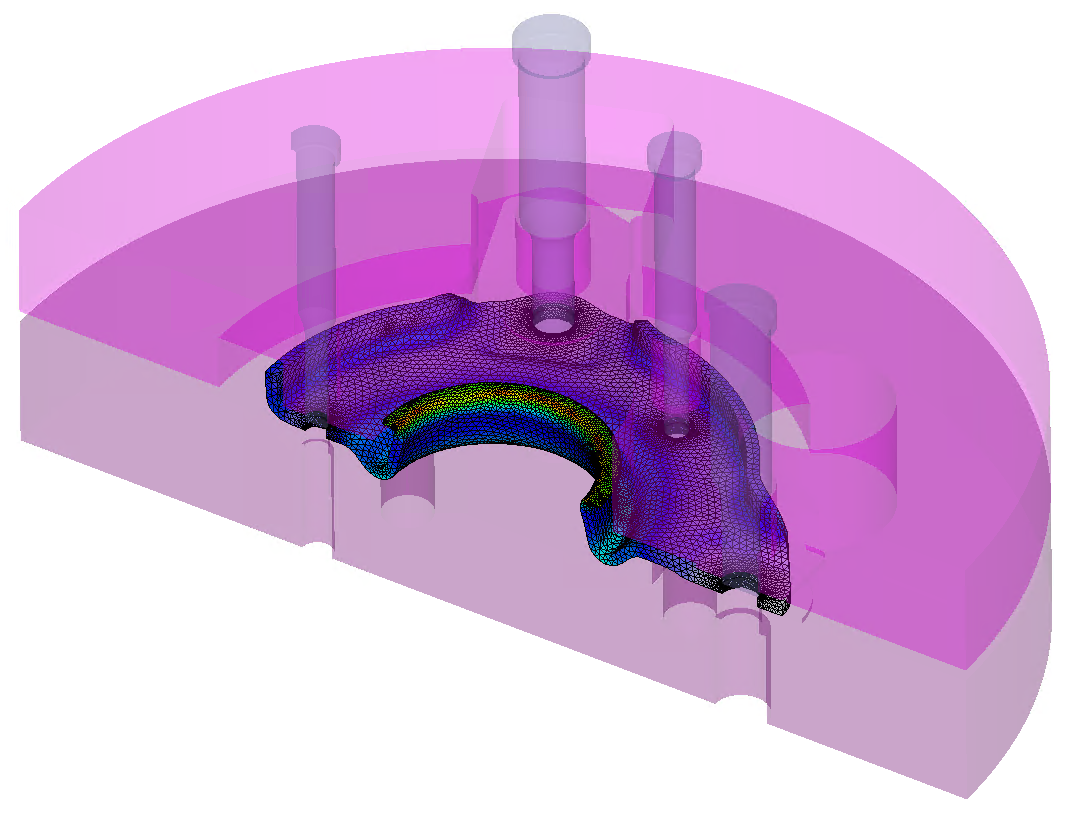
Fig. 2: 3D application of AFDEX 3D to plate forging
Fig. 3 compares predictions with experiments of an Al-Ti composite material sheet metal forming or plate forging process. Because of the importance of the thickness variation and delamination phenomena around the corners, plate forging simulation technique is useful for this case. Layered finite mesh system is shown in the figure. Finite-element analysis of delamination phenomena can be made. Fig. 4 shows the variation of delaminated region with bonding strength of interface.
|  |

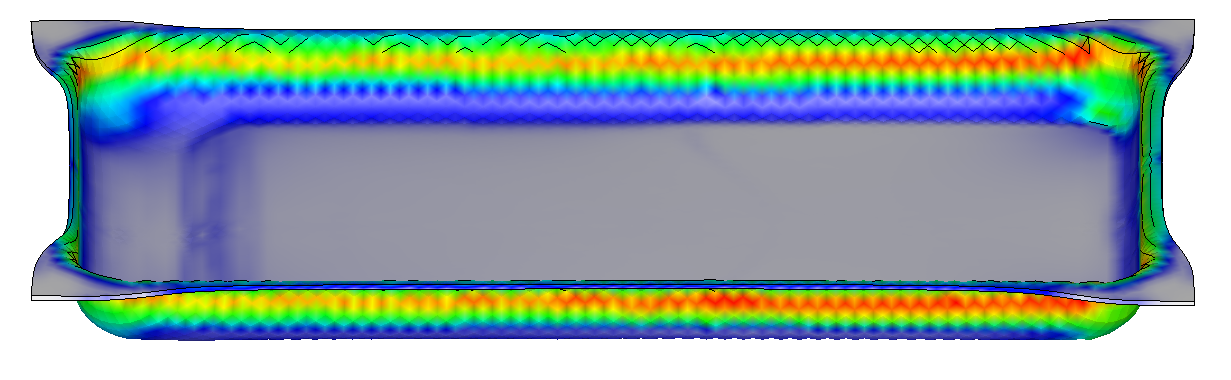
Fig. 3: Al-Ti composite material sheet forging process
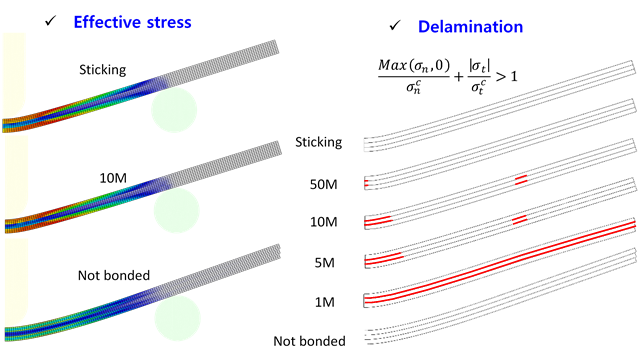
Fig. 4: Finite-element analysis of delamination phenomena
Piercing and trimming are also one of important topics that should be carefully treated in the simulation for being used in the consecutive process. In this simulation, some special functions for imposing very fine mesh system near the fracture region
and for good surface quality enough to be employed as preform. An example is seen in Fig. 4 with emphasis on the mesh density for both computational efficiency and solution accuracy.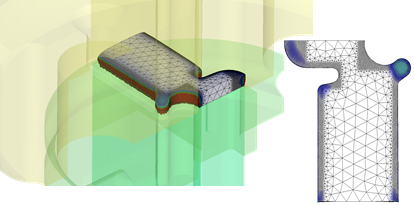
Fig. 5: Trimming process simulation using a special mesh density control function